






Существует множество узлов, соединения деталей в которых можно считать цилиндрическими, т.к. одна деталь помещается в другую путем запрессовки, скользящей или горячей посадки. Совершенно не обязательно, чтобы детали имели круглое сечение, это может быть и прямоугольник. Посадка подшипников на валу, в корпусе, шестерен, штифтов, шпонок, зубчатых валов, шкивов и т.п. – все это цилиндрические соединения. Стандартные методы соединений (запрессовка, горячая и скользящая посадка), имеют ряд недостатков, которые являются причинами преждевременного выхода из строя дорогостоящих узлов. Например, люфт, фреттинг-коррозия из-за микроперемещений и негерметичности соединений, большие неравномерные напряжения в местах соединений, проворачивание и т.д.
Все эти причины являются следствием того, что даже при самой лучшей обработке и подгонке деталей процент полного прилегания деталей по площади будет составлять не более 30%. Как итог – разбитый шпоночный паз, изношенный вал, трещина в подшипнике, разрушенное посадочное гнездо, и, следовательно, простой оборудования, замена узла или его ремонт.
Увеличить надежность соединений, а также устранить причины преждевременного выхода из строя цилиндрических узлов возможно при использовании анаэробных фиксаторов цилиндрических соединений. Это однокомпонентные составы, которые полимеризуются в зазоре между металлическими поверхностями в отсутствие кислорода и препятствуют нагрузкам на сдвиг в соединениях. Данные продукты используются в дополнение к стандартным методам монтажа подшипников, шестерен и других деталей. Полностью заполняя зазор продукт надежно склеивает детали и герметизирует соединение, что помогает равномерно распределить нагрузку и напряжения в узле, полностью исключает возникновение фреттинг-коррозии и позволяет в несколько раз увеличить передачу усилий, за счет увеличения сил трения.
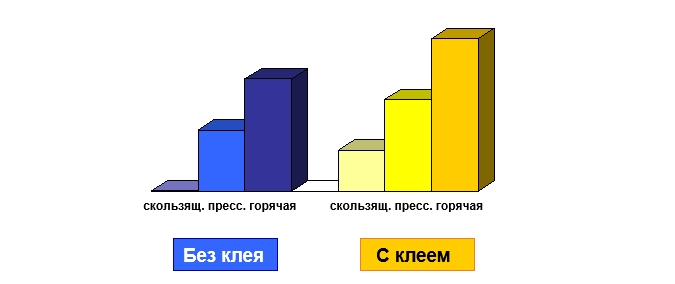
Сравнение прочностей соединений
Подбор продуктов для фиксации цилиндрических соединений осуществляется по нескольким параметрам. В первую очередь выясняется зазор между деталями, который является критерием выбора вязкости продукта. Необходимая прочность соединения для последующего демонтажа при обслуживании и ремонте. По площади соприкосновения и приведенному в TDS на продукт моменту сдвига можно рассчитать усилие, при котором осуществляется демонтаж узла. Также важным параметром для подбора является температурный режим работающего узла, т.к. большинство продуктов сохраняют свою эффективность при нагреве до 150-180 градусов. Для случаев, когда требуется стойкость к более высоким температурам, компания Henkel разработала ряд составов, выдерживающих температуру до 230 градусов. И еще одним параметром является скорость полимеризации соединения. Во многих случаях требуется максимальная скорость полимеризации цилиндрического фиксатора для снижения времени производства или ремонта изделия. Однако иногда требуется медленная полимеризация для обесечения возможности сборки высокогабаритного узла или его юстировки после соединения деталей. Итак, рассмотрим некоторые продукты из линейки анаэробных цилиндрических фиксаторов.
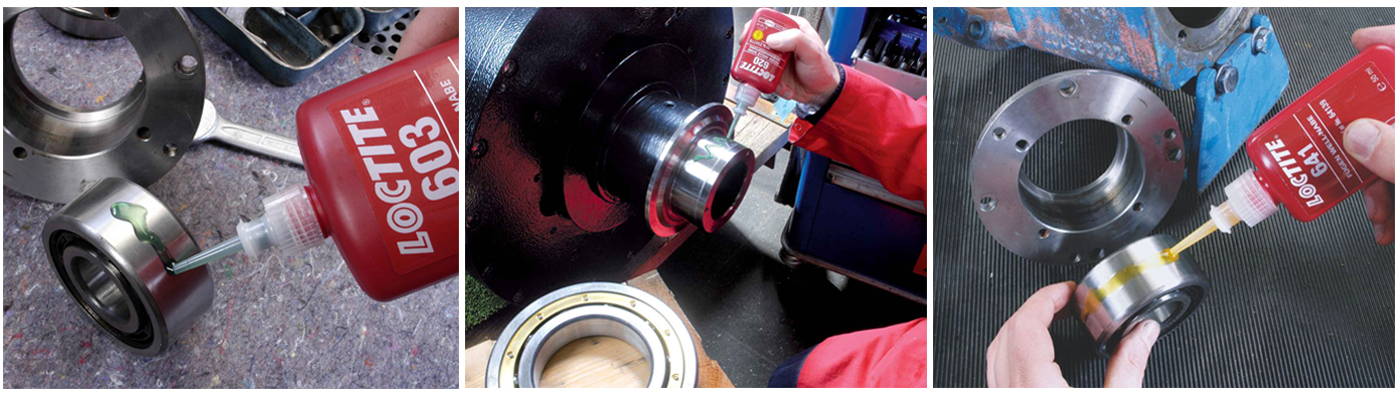
LOCTITE 603 - предназначен для склеивания цилиндрических деталей, особенно при невозможности обеспечить полную очистку сопрягаемых поверхностей. Основные области применения - фиксация подшипников и втулок в корпусах. Продукт имеет низкую вязкость для лучшего распределения в зазоре до 0,1 мм. Время фиксации на стали 8 минут. Диапазон рабочих температур: от -55 до +150 градусов. Прочность соединения на сдвиг более 22,5 Н/мм2.
LOCTITE 620 - предназначен для склеивания и герметизации цилиндрических соединений с зазором до 0,2 мм, работающих в условиях высоких нагрузок и вибрации. Основные области применения – фиксация пальцев, штифтов радиаторов, втулок в корпусах насосов и подшипников в автотрансмиссиях. Особенно подходит для применения в условиях, когда требуется термостойкость до 230°C. Важной особенностью продукта является его большое время технологической фиксации (80 минут), что позволяет фиксировать детали большого размера и проводить юстировку. Прочность соединения на сдвиг более 24,1 Н/мм2.
LOCTITE 641 - предназначен для фиксации подшипников в корпусах и на валах с радиальным зазором до 0,1 мм. Продукт используется там, где рекомендован последующий демонтаж и нет большой необходимости в скорости фиксации, поэтому он имеет среднюю прочность соединения и время полимеризации на стали 25 минут. Для пар соединений, обработанных под скользящую посадку, продукт наносится вокруг пальца и передней части втулки. При сборке для обеспечения полной заполняемости зазоров продуктом, сопрягаемые детали необходимо провернуть друг относительно друга. Для деталей, обработанных под прессовую посадку, нанесение продукта производится на обе сопрягаемые части, которые впоследствии запрессовываются друг в друга. Для горячепрессовых сборок продукт наносится на палец, а втулка нагревается для достижения необходимого для свободной сборки зазора. Соединенные части не должны подвергаться механическим воздействиям до достижения ручной прочности. Прочность соединения на сдвиг более 6,5 Н/мм2.
LOCTITE 638 - предназначен для фиксации цилиндрических деталей с зазором до 0,25 мм. Основные области применения - фиксация втулок и муфт в корпусах и на валах. Обладает высокими прочностными характеристиками. При этом материал работает не только на активных металлах (например, углеродистая сталь), но также и на пассивных, таких, как нержавеющая сталь, металлы с гальваническим покрытием. Продукт обладает высокой температурной стойкостью (до +180 градусов) и способен быстро (4 минуты) полимеризоваться на слегка замасленных поверхностях. Прочность соединения на сдвиг более 25 Н/мм2.
LOCTITE 648 продукт высокой прочности и быстрой скорости фиксации цилиндрических деталей с зазором до 0,15 мм. Основные области применения - фиксация шестерней, звездочек и т.п. на валах коробок передач, а также роторов на валах электродвигателей. Прекрасно работает на пассивных металлах, а также на металлах с гальваническими покрытиями. Хорошо подходит для фиксации деталей с натягом. Прочность соединения на сдвиг более 25 Н/мм2.
LOCTITE 660 - состав, который чаще всего используется для ремонта изношенных вал-втулочных соединений без использования механической обработки. Позволяет повторно использовать изношенные седла подшипников, шпоночные канавки, шлицы или конусы, т.к. работает в условиях увеличенных зазоров, до 0,5 мм на радиус. Основные области применения - фиксация деталей на изношенных валах, включая шпоночные, подшипников в изношенные гнезда и т.п. Для улучшения полимеризации, как правило фиксатор используется с активатором Loctite SF 7649. Прочность соединения на сдвиг более 17 Н/мм2.

Моменты прочности приведены для стали и могут отличаться в зависимости от активности металлов. Так более активными металлами являются медь, латунь, бронза и черные металлы. Алюминий и высокоуглеродистые стали, а также нержавейка являются менее активными металлами, поэтому момент прочности может быть несколько ниже. В любых случаях подбор продукта осуществляется предварительным расчетом. Желательно после расчета проводить опытные работы и испытывать собранный узел.
Итак, мы рассмотрели несколько анаэробных цилиндрических фиксаторов.
Преимущества использования анаэробных цилиндрических фиксаторов: